AMERYKAŃSKI wz.M1

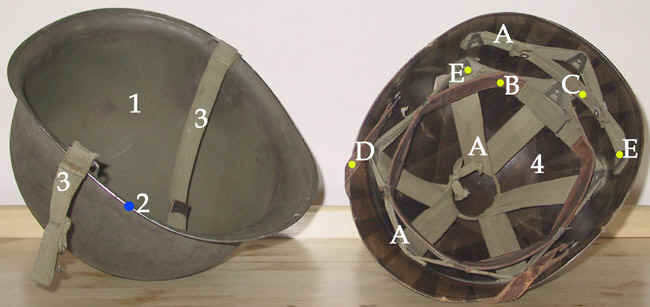
Czerep stalowy jednoczęściowy wytłoczony ze stali manganowej, głęboki. Posiada lekko wyprofilowany daszek i nakarczek. Obrzeża lekko wywinięte na zewnątrz i zabezpieczone blaszaną nakładką. Wyposażeniem wewnętrznym jest drugi hełm wykonany z materiału plastycznego.
(Terminologia)






M1 1943-44
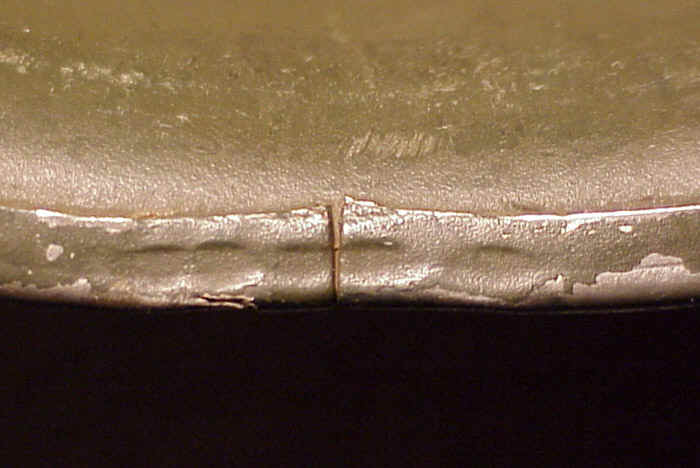
Wariant z zawieszkami podpinki w formie ruchomego "zawiasu" (ang. hinged loops) usytuowanymi w pobliżu nakładki. Nakładka również ze stali nierdzewnej, łączona z przodu. Część czerepów stalowych wykorzystanych do produkcji pochodziła z tłoczników stosowanych do wytwarzania poprzedniego modelu (głębsze czerepy). Przypuszczalnie od początku 1944 r. wszystkie czerepy powstawały już na nowych tłocznikach (płytsze). Lakierowane matową farbą koloru oliwkowo szarego z "posypką" z tartego korka. Paski podpinki - przyszywane. Produkcja : od listopada 1943 do października 1944 w zakładach McCorda i Schluetera. Miejsce umieszczania sygnatur : analogiczne jak w poprzednim modelu.



M1 - 1944-45
Hełm jak powyższy, z ruchomymi zawieszkami podpinki lecz z nową wersją nakładki - ze stali manganowej. Produkcja odmiany z nakładką jeszcze łączoną z przodu czerepu : październik - listopad 1944.


Ostateczny wariant produkcyjny posiadał nakładkę łączoną z tyłu czerepu. Produkcja : od listopada 1944 do sierpnia 1945. W obu wypadkach paski podpinki są przyszywane. Czerepy lakierowano matową farbą koloru oliwkowo szarego z "posypką" z tartego korka. Producenci : McCord i Schlueter. Miejsce umieszczania sygnatur : takie samo jak w poprzednich modelach.

==========================================================
McCord kontra Schlueter
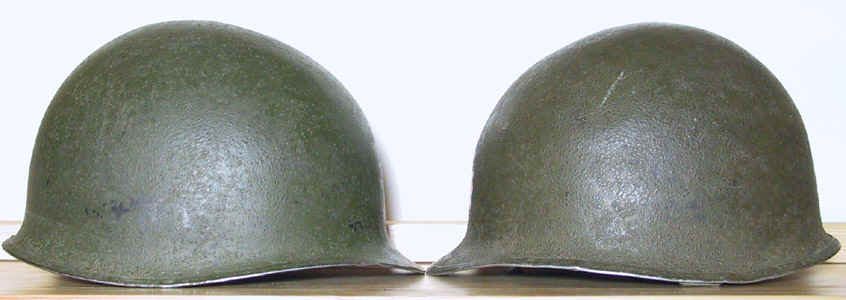
W przypadku czerepów stalowych obu producentów w wariancie "głębokim" (czyli ze stałymi zawieszkami i części z ruchomymi) nie jest możliwe dokonanie identyfikacji, wyłącznie kierując się oględzinami samego kształtu hełmu. Praktycznie, nie różnią się one między sobą. Na zdjęciu poniżej : z lewej - czerep McCorda, z prawej - czerep Schluetera (oba z 1943 roku) :
Jedynymi cechami umożliwiającymi rozpoznanie wytwórcy tych czerepów są :
- kształt stałych zawieszek podpinki (lewa - McCord; prawa - Schlueter).


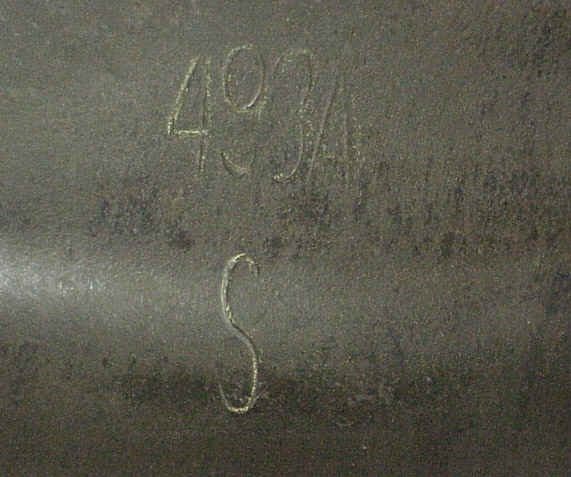
- oznaczenia producenta (lewe - McCord; prawe, z literą S - Schlueter).


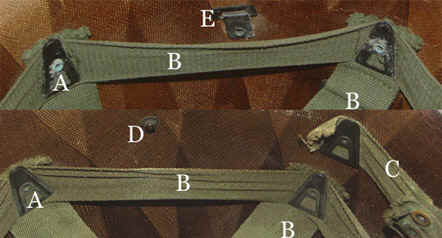
Problem ten już nie dotyczy hełmów wytwarzanych z nowych form (płytsze czerepy z lat 1944-45, wszystkich wersji). Oprócz sygnatur producenta, różnią się one między sobą kształtem. Porównując wyroby Schluetera i McCorda, widać wyraźne różnice w wyglądzie przetłoczenia i obrysu krawędzi przedniej części czerepu (okolice "daszka"). Na wszystkich zdjęciach : z lewej Schlueter, z prawej McCord.




=================================================================
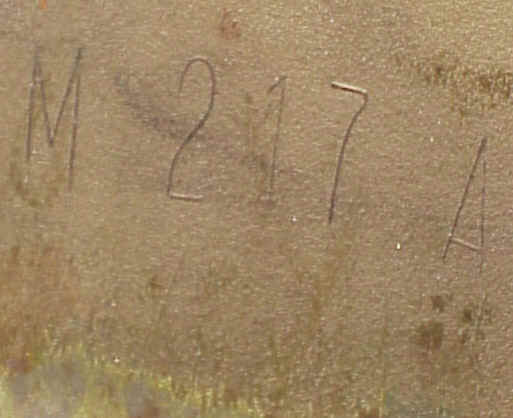
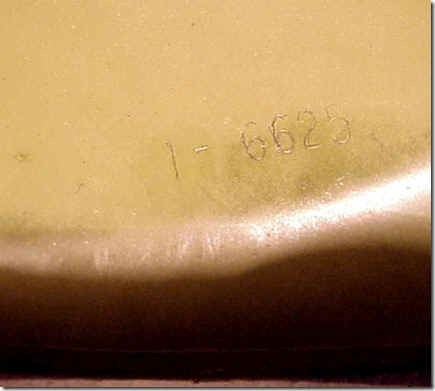
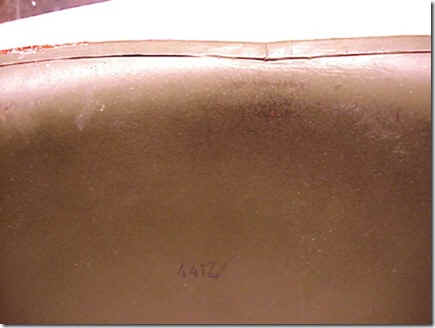
Przykłady oznaczeń czerepów stalowych na hełmach drugowojennych oraz ich producenci:
McCord Radiator and Manufacturing Company -ok. 20 milionów sztuk.

Numeracja czerepów wyprodukowanych w zakładach McCorda w latach 1941 - 1945 (Na podstawie danych Regisa Giarda i Frederica Blaisa) :
Schlueter Manufacturing Company -ok. 2 milionów sztuk
Wyroby Schluetera są sygnowane poprzez wprowadzenie litery "S" pod numerem seryjnym. Produkcja : lata 1943 - 1945. Brak bliższych danych z zakresu identyfikacji numeracji.
M1 - Produkcja powojenna
(Wznowienie wytwarzania - 1951 rok; ostatni znany kontrakt zlecający produkcję M1 - 1981 rok.)
Reprezentują zbliżony standard wykonania do wersji finalnej z przełomu lat 1944/45.

Najistotniejsze różnice to :
- miejsce, w którym zgrzane są zawieszki podpinki do czerepu. Krawędzie "listka", w który "zawinięty" jest ruchomy uchwyt nie dochodzą do samej krawędzi nakładki na rancie hełmu lecz są oddalone o kilka milimetrów (zdarzają się jednak odstępstwa w niektórych partiach produkcyjnych). Zdjęcie z prawej strony przedstawia wyrób powojenny.


- nowe paski podpinki typu T-1* mocowane na stalowych przejściówkach (w schyłkowej fazie produkcji : szeroka podpinka z "koszyczkiem" podbródka).
*Szczegóły w części opisującej rodzaje podpinek.

- lakierowanie matową farbą jaśniejszego koloru z "posypką" mineralną - tarty korek zastąpiono mieloną krzemionką (Silica). Od 1951 do 1968 roku stosowano lakier oznaczany jako Olive drab no.319. Zaś od 1968 - Munsell 10Y 3/3 (oznaczenie według tabeli Munsella). Poszczególne partie hełmów jednej serii, w różnych okresach produkcji mogą znacznie różnić się między sobą odcieniami lakieru.

1951-68 :



Po 1968 roku



Rzadki przykład pieczątki odbioru nowego czerepu stalowego z lat pięćdziesiątych:

Przykłady oznaczeń czerepów stalowych na hełmach powojennych oraz ich producenci.
Zazwyczaj, miejsca umieszczania sygnatur są zbliżone do drugowojennych; w późniejszym okresie produkcji (1966 - 1981[?]), wraz ze zmianami producentów, sygnatury mogą być wytłaczane głęboko w czołowej partii czerepu, a często nawet na jego bocznych ściankach, czy nawet tylnej. Większość zaprezentowanych poniżej przykładów oznaczeń jest wynikiem własnych obserwacji i wniosków – uwagi i korekty będą mile widziane.
1951 - 1965 McCord Radiator and Manufacturing Company
1961 - 1965 McCord Radiator and Manufacturing Company i Ingersoll Products Division-Borg-Wagner Corp.
(zdjęcie z prawej : przypuszczalna sygnatura Ingersolla z tamtego okresu)


1966 - 1968 Ingersoll Products Division-Borg-Wagner Corp.

1968 - 1970 Dana Corporation (dawny Parish Pressed Steel Co., Detroit)

1970-???? (1981 ?) R.J. Stampings Company Ltd (Quebec)
[ostatni, znany mi kontrakt USA jest z roku fiskalnego 1981 (DLA-100-81-C-3489)]
Powojenne, roczne kontrakty na produkcję hełmów nie przekraczały czterystu tysięcy sztuk.
Przybliżone miejsca umieszczania oznaczeń w czerepach stalowych :

1. w egzemplarzach produkowanych od lat sześćdziesiątych
2. w egzemplarzach z lat pięćdziesiątych
3. w egzemplarzach z okresu II WŚ
Oprócz dostarczonych zakontraktowanych, fabrycznie nowych hełmów, w użyciu nadal pozostawały wyroby z okresu 1941 - 45. Nierzadko zupełnie nie modernizowane. Normalną praktyką było też modyfikowanie posiadanych zapasów starych hełmów, poprzez wymianę pasków podpinek i regenerację powłoki lakierniczej. Na zdjęciach poniżej : zmodernizowane warianty czerepu stalowego z lat 1943-44 w malowaniu żandarmerii (Military Police) produkcji McCorda oraz produkcji Schluetera z lat 1944-45.






Hełm M1 użytkowano w Siłach Zbrojnych USA (dokładniej, w jednostkach pierwszego rzutu) do końca lat osiemdziesiątych, zaś w Gwardii Narodowej prawie do końca wieku (aż do całkowitej wymiany na hełmy PASGT lub pochodne).
Paski podpinek.

Podpinki montowane w okresie 1941-43 - doszywane bezpośrednio do zawieszeń czerepu. Elementy metalowe (płytka zapięcia, skuwka z obejmą i profilowany haczyk) są wykonane z mosiądzu lub w okresach deficytu miedzi, ze stali. Materiał paska - bawełna w barwie Olive drab no.3. Na zdjęciach, od góry : dłuższy pasek podpinki z płytką zapięcia pierwotnie przeznaczoną dla hełmu M1917A1, stosowany w pierwszych seriach hełmu M1 (produkcji z roku 1941); widok wewnętrznej strony skuwki z obejmą; paski podpinek z następnych serii hełmów z uproszczoną płytką zapięcia, oraz ich odmiana wykonana ze stali malowanej na czarno.







Podpinki montowane (doszywane) do czerepów stalowych od końca 1942 do 1944 roku. Posiadają finalny wariant zapięcia podpinki, gdzie płytka zapięcia jest "gładka", bez przetłoczeń. Elementy metalowe produkowano z mosiądzu (na zdjęciach poniżej) lub ze stali. Materiał bawełniany paska podpinki w barwie Olive drab no.3. W praktyce, stosowane do zakończenia produkcji hełmów w 1945 r.



Podpinki montowane (doszywane) w okresie 1944-45. Elementy metalowe - jak w przypadku zapięć z lat 1942-44. Materiał pasków - bawełna w kolorze Olive drab no.7 (na początku 1944 roku, nastąpiła zmiana barwy materiału elementów oporządzenia z Olive drab no.3 na ciemniejszy odcień - Olive drab no.7). Na zdjęciach : pasek podpinki z okresu 1944-45 - odmiana z elementami zapięcia wykonanymi ze stali i malowanymi na czarno.



Wymienne, stalowe - malowane na czarno, elementy pasków T1, stosowane jako bezpieczniejszy zamiennik dotychczasowych haczyków.

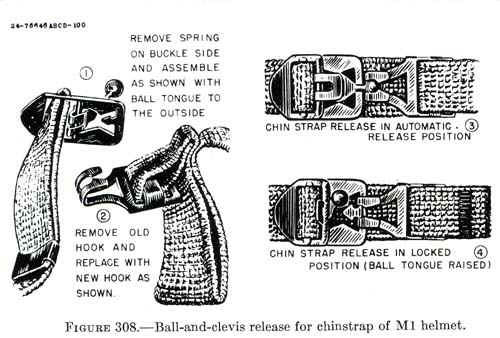
Zestaw akcesoriów T1 został opracowany na podstawie krytycznych uwag z roku 1943, płynących z doświadczeń w użytkowaniu hełmu M1. Dotyczyły one głównie braku możliwości samoczynnego wypięcia się pasków, w układzie bezpośredniego połączenia : haczyk - płytka zapięcia. Celem innowacji było wyeliminowanie obrażeń karku, na które był podatny użytkownik hełmu M1, np. w sytuacji bezpośredniego oddziaływania fali uderzeniowej, powstałej przy wybuchu. Nowe haczyki i zaczepy zakończone kulką były rekomendowane do użytku od połowy 1944 roku, zaś w szerszym zakresie, stosowane jako zestawy modyfikacyjne w okresie powojennym. Od roku 1951 weszły w skład standartowych pasków podpinki, montowanych fabrycznie (popularnie nazywanymi również T1).
Podpinki T1 od hełmów z lat 1951-61. Do ich produkcji używano materiału bawełnianego w barwie Olive drab no.7. i elementów metalowych wykonanych ze stali : przejściówek* do zamocowania pasków podpinki na zawieszkach czerepu stalowego, płytki zapięcia, skuwki z obejmą, oraz zaczepu zakończonego kulką i haczyka. Elementy metalowe są malowane na zielono (za wyjątkiem czernionych chemicznie zaczepów i haczyków). Często sygnowane : symbolem kotwicy - wyroby North & Judd Manufacturing Comp. ; skrótem UC - galanteria metalowa produkowana przypuszczalnie przez United Carr Fastener Co.
*Konstrukcja wywodząca się z hełmu stalowego M5 dla załóg bombowców; zastosowana w hełmie M1, stanowiła zabezpieczenie przed przecieraniem się pasków, a także uproszczała wymianę zużytej podpinki (zdjęcie z lewej).





Zapięcie z lat 1951-61 bez sygnatury.


Podpinka T1 z lat 1961-65 - produkt analogiczny konstrukcyjnie do wariantu z lat 1951-61, lecz posiadający wszystkie elementy metalowe czernione chemicznie.. Płytki zapięcia i skuwki wytwarzano ze stali jak i rzadziej, z mosiądzu (fotografia z prawej). Materiał paska podpinki - jak wyżej.


Pasek podpinki T1 z elementami metalowymi czernionymi chemicznie z okresu od roku 1966 do połowy lat siedemdziesiątych. Różni się się on do wariantu z lat 1961-65 "prostokątnym" zakończeniem zaginanych obejm na skuwce dłuższego paska i wydłużonymi "wąsami" przejściówek. Materiał paska podpinki - jak wyżej. Zwraca uwagę w tym egzemplarzu odwrotnie wybita kotwica na płytce zapięcia.

Elementy powojennych pasków podpinki (m.in. zbliżenia sygnatur) :


Przejściówki do mocowania pasków podpinki T1- podział na okresy produkcji (barwa i długość zaginanych "wąsów").
Na zdjęciach poniżej, od prawej: model produkowany od roku 1966, model z lat 1961-65 i model z lat 1951-61.



Paski podpinki od hełmu M1 w wariancie spadochronowym, sygnowane literą P (od nazwy wytwórcy: Parish Pressed Steel Co.) z lat 1966 - do zakończenia produkcji. Materiał paska podpinki - bawełna w barwie Olive Drab no.7. Zatrzask do przypięcia paska do wkładu - mosiężny.

Ostatni, produkcyjny model pasków podpinki, wytwarzany w latach 1973 - 1988 (?). Fabrycznie montowany do czerepów stalowych oraz oferowany jako zamiennik starszych modeli podpinek. Materiał podpinki - szeroka taśma nylonowa z doszytym bawełnianym "koszyczkiem" podbródkowym. Elementy metalowe : stalowe zawieszki zintegrowane z zaciskami regulacyjnymi (czernione) i mosiężny zatrzask. Występują nierzadko z sygnaturami:




Wkłady
Wkład (Liner), umożliwia noszenie hełmu M1 w całości, a sam stanowi również oddzielne nakrycie głowy w warunkach służby, niewymagających użytku stalowego czerepu. Czerep wkładki wykonany jest z materiału plastycznego (fibry, laminowanej bawełny lub laminowanego nylonu). Podobnie jak czerepy stalowe hełmu M1, tak wkłady posiadają tylko jeden rozmiar. Wyposażenie wewnętrzne wykonane jest w postaci taśm bawełnianych (albo rayonowych*) przymocowanych do czerepu za pomocą pojedynczych nitów. Spełniają one (taśmy) rolę układu nośnego i regulacyjnego wraz z przypiętym do nich potnikiem i ogranicznikiem (nakarczkiem).
*Rayon to rodzaj sztucznego włókna wytwarzanego z wiskozy, używanego do produkcji tkanin - potocznie zwany jest "sztucznym jedwabiem".

Wkład to nie "fibra"! Gdyż:
Słowo fibra to nazwa materiału jaki otrzymuje się z cienkiego papieru bawełnianego (także celulozy) poddanego działaniu chlorku cynku, a następnie dokładnie wypłukanego i sprasowanego na gorąco (niekiedy z dodatkami zwiększającymi elastyczność, np. żywicami sztucznymi i barwnikami). Z fibry były wykonywane kapelusze tropikalne (np. Piechoty Morskiej) i pierwsze modele wkładów do hełmów M1 (wytwarzał jedne i drugie Hawley Products Company).
Odmiany produkcyjne wkładów.
Producenci z okresu 1941-45 :



Hood Rubber Company Capac Manufacturing Company Firestone Tire and Rubber Company Inland Manufacturing Company International Moldet Plastics




Mine Safety Appliance Company Saint Clair Rubber Company* Seamen Paper Company Westinghouse Electric Company
* Innym symbolem Saint Clair Rubber Company była litera X.
Prezentowane powyżej sygnatury wytwórców były umieszczane wewnątrz czerepu wkładu, w jego szczytowej części.

Podstawowe elementy, na przykładzie różnych wariantów produkcyjnych :
-----------------------------------------------------------------------------------------------------------------------------------------
Wkład 1941-42
Wykonany z fibry. Producenci: Hawley Products Company i jego podwykonawca General Fiber Company. Czerepy wkładów nie były kompletowane u wymienionych wytwórców - montaż ich (na gotowo) odbywał się w zakładach McCorda. Można wyróżnić trzy podstawowe warianty produkcyjne tego modelu wkładu :
1. Wersja wczesna - pasy nośne, nakarczek wykonane są z rayonu, zaś potnik z rayonu częściowo obszytego skórą. Nieregulowany potnik (13 rozmiarów) oraz nakarczek (3 rozmiary) przypinano do pasów nośnych za pomocą zatrzasków. Pasek skórkowy podpinki montowany jest do czerepu na stałe. Elementy metalowe (m.in. prostokątne podkładki podtrzymujące pasy nośne, w miejscach ich mocowania do czerepu i zatrzaski) pozostawiano niemalowane, w barwie jaką uzyskiwała stal w wyniku procesów galwanicznych (stosowanych jako zabezpieczenie antykorozyjne).





2. Wersja przejściowa - pasy nośne wykonane są z tkaniny bawełnianej HBT (Herringbone Twill) w kolorze Olive drab no.3 i nadal zaopatrzone w zatrzaski do których przypinane są wcześniejsze modele potników i nakarczków. Pasek skórkowy podpinki jest montowany w większości egzemplarzy jako wymienny. Zmieniono również kształt podkładek podtrzymujących pasy nośne na trójkątne.
3. Wersja finalna - pasy nośne jak w wersji przejściowej, lecz nie posiadają zatrzasków do przypięcia pozbawionego regulacji potnika. Wprowadzono nowy typ potnika, produkowanego z materiału HBT w kolorze Olive drab no.3 obszytego skórą - z regulacją w postaci klamerki. Mocowano go do pasów nośnych za pomocą sześciu zapinek. Nakarczek zachował pierwotny sposób mocowania (zatrzaski) i ilość rozmiarów - zmianie uległ materiał na bawełnę (HBT w Olive drab no.3). Skórkowy pasek podpinki jest wymienny.

Przykłady wzorów tkaniny bawełnianej (HBT) :


Wkłady były zazwyczaj sygnowane wewnątrz, na ściance czerepu nadrukiem: "Liner, Fibre M-1" lub literą "G" (General Fiber).
Wkład 1942-43


W związku z niską odpornością wkładów z fibry na warunki użytkowania, opracowano następny model wkładu. Tym razem bazę materiałową do konstrukcji czerepu wkładu stanowiły laminowane żywicą (fenolową) taśmy bawełniane. Wstępnie przygotowany półprodukt czerepu umieszczano w dwuczęściowych formach, gdzie pod wpływem odpowiednio wysokiej temperatury i ciśnienia, utwardzano oraz nadawano mu ostateczny kształt. Model z lat 1942-43 wytwarzano metodą niskociśnieniową (forma górna - metalowa, dolna - gumowe "kopyto"). Analogicznie jak w przypadku wcześniejszego modelu, wykonywanego z fibry, tu również można wyróżnić trzy warianty produkcyjne : wczesny, pośredni i finalny. Zakres zmian przy poszczególnych wariantach także jest identyczny.
Na zdjęciach poniżej : przykład charakterystycznej struktury laminatu, po wewnętrznej stronie czerepu produkcji Hood Rubber i wnętrze wkładu Saint Clair z ostatniej serii (wariant finalny).


Wkłady malowano matową lub półmatową farbą ciemno zieloną. W niektórych seriach wyrobów Saint Clair malowano również wnętrze wkładu. Oznaczenia wytwórców umieszczano wewnątrz czerepu, w jego szczytowej części:


Producenci: Saint Clair Rubber Company ("SC" a także "X") i Hood Rubber Company ("HR"). Montaż ostateczny wkładów sygnowanych Saint Clair odbywał się w zakładach McCorda.
Wkład 1942-45
Ostateczna odmiana produkcyjna wkładów. Także wykonanych z laminowanej bawełny, lecz metodą wysokociśnieniową - opracowaną w celu dalszej poprawy wytrzymałości i jakości. Wprowadzono w niej zmiany oprzyrządowania (np. wyłącznie metalowe formy) oraz znacznie podwyższono parametry temperatury i ciśnienia w procesie formowania. Kształt czerepu wkładki jest analogiczny jak w przypadku modelu z lat 1942-43 (oba typy wkładów noszą wspólną nazwę "plastic helmet liner").



Warianty produkcyjne - podobnie jak w przypadku wkładu z fibry i niskociśnieniowego :
1. Wersja wczesna - pasy nośne, nakarczek wykonane są z rayonu, zaś potnik z rayonu częściowo obszytego skórą. Nieregulowany potnik (13 rozmiarów) oraz nakarczek (3 rozmiary) przypinano do pasów nośnych za pomocą zatrzasków. Pasek skórkowy podpinki montowany jest do czerepu na stałe. Elementy metalowe (m.in. prostokątne podkładki podtrzymujące pasy nośne, w miejscach ich mocowania do czerepu i zatrzaski) pozostawiano niemalowane, w barwie jaką uzyskiwała stal w wyniku procesów galwanicznych. Prezentowany na zdjęciu egzemplarz posiada już założony nowy typ potnika i nakarczka.

2. Wersja przejściowa - pasy nośne wykonane są z tkaniny bawełnianej HBT w kolorze Olive drab no.3 i nadal zaopatrzone w zatrzaski do których przypinane są wcześniejsze modele potników i nakarczków. Pasek skórkowy podpinki jest montowany w większości egzemplarzy jako wymienny. Zmieniono także kształt podkładek podtrzymujących pasy nośne na trójkątne.



3. Wersja finalna - pasy nośne jak w wersji przejściowej, lecz bez zatrzasków do przypięcia pozbawionego regulacji potnika. Wprowadzono nowy typ potnika, produkowanego z materiału HBT w kolorze Olive drab no.3, obszytego skórą - z regulacją w postaci klamerki. Mocowano go do pasów nośnych za pomocą sześciu zapinek. Nakarczek zachował pierwotny sposób mocowania (zatrzaski) i ilość rozmiarów - zmianie uległ materiał na bawełnę (HBT w Olive drab no.3). Skórkowy pasek podpinki jest wymienny.



Do 1943 roku stalowe elementy (podkładki podtrzymujące pasy nośne w miejscach mocowania do czerepu wkładu i zatrzaski), pozostawiano w barwie metalu poddanego procesom galwanicznym. Pozostałe stalowe części (zapinki potnika, zawieszki i zacisk wymiennego skórkowego paska podpinki) lakierowano na zielono. Od 1943 roku metalowe elementy mocujące pasy nośne zaczęto również pokrywać zielonym lakierem.


Od połowy 1944 roku część elementów metalowych (mocujące pasy nośne, podzespoły paska podpinki, zatrzaski nakarczka) zaczęto wytwarzać z mosiądzu (finalnie chemicznie czernionego) .

W
tym okresie wprowadzono również regulowany przy pomocy klamerki nakarczek.


Oznaczenia wytwórców umieszczano wewnątrz czerepu, w jego szczytowej części. Poniżej, kilka przykładów sygnatur (od lewej : Inland, Seaman Paper Comp., Westinghouse oraz Firestone) :
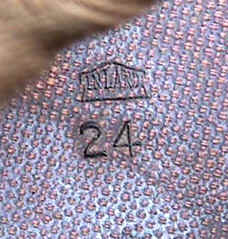



Producenci
: Westinghouse , Inland Manufacturing Division of General Motors , Mine Safety
Wkład
1951-54
Czerep wykonany z laminowanej bawełny metodą wysokociśnieniową. Prawie identyczny jak w przypadku wariantu produkcyjnego z lat 1943-45.




Różnice sprowadzają się do :
- koloru materiału wyposażenia wkładu : jest on z ciemniejszej bawełny (HBT w barwie Olive Drab no. 7).

- elementów metalowych wykonanych wyłącznie ze stali, czernionych chemicznie lub lakierowanych na czarno (podkładki podtrzymujące pasy nośne w miejscach mocowania do czerepu wkładu; podzespoły paska podpinki, nakarczka i potnika). Do wyjątków należą wkłady z zamontowanymi podkładkami malowanymi na zielono, pochodzącymi prawdopodobnie z zapasów drugowojennych (foto z prawej).



Nakarczki produkowano wyłącznie w wersji z regulacją.
Sposób sygnowania prawie się nie zmienił - sygnatura producenta była wytłoczona na szczycie, wewnątrz czerepu. Dodatkowo pojawiły się obok znaku zasadniczego wykonawcy również loga podwykonawców (CAPAC, MSA) lub kooperantów (zalaminowana karteczka z nazwą Westinghouse Micarta i datą).




Wkłady malowano matową farbą w odcieniu zbliżonym do barwy czerepów stalowych z tego okresu produkcyjnego. Spotyka się powłoki lakiernicze gładkie jak i z niewielką zawartością "posypki" mineralnej.
Producenci
: Westinghouse plus Micarta (wytwórca laminatu), Westinghouse Micarta/CAPAC (w
tym przypadku Westinghouse składał wkłady z czerepów dostarczanych
przez CAPAC), Westinghouse Micarta/Mine Safety
Wkład 1955-63
Modyfikacja modelu z lat 1951-54. Czerep wykonany z laminowanej bawełny metodą wysokociśnieniową. Zaprzestano wykonywania charakterystycznego otworu w czołowej części wkładu (nad nitem mocującym poziomy pas nośny).

Zachowano cały układ pasów nośnych, lecz zmieniono ich materiał i reszty wyposażenia wewnętrznego z HBT na grubszy, również bawełniany (w kolorze Olive drab no.7), stosowany także w następnych, nowszych wariantach wkładów. Elementy metalowe wyposażenia wewnętrznego są wykonane ze stali i lakierowane na czarno.


Poniższe zdjęcie przedstawia wkład z dużymi łbami nitów - cechą charakterystyczną dla wczesnych partii produkcyjnych i wkład z małymi łbami nitów z końcowych serii.






Wkład z lat 1955-1963 w reprezentacyjnym malowaniu Centrum Wyszkolenia Wojsk Pancernych z Ft. Knox.




Producenci
: Westinghouse (Westinghouse-Micarta, Westinghouse/CAPAC) , CAPAC (CMC) , Mine
Safety
Wkład 1964-69
Ostatni wariant wkładu wykonanego z laminowanej bawełny. W stosunku do swoich poprzedników przeszedł najpoważniejszą modernizację polegającą na :
- zmianie układu pasów nośnych i zarazem sposobu regulacji "głębokości".
- wymianie nakarczka i przekonstruowaniu jego mocowania (likwidacja pasa nośnego nakarczka z zatrzaskami - zastąpienie go trzema klamerkami).
- usunięciu skórkowego paska podpinki.



Elementy wyposażenia wewnętrznego wykonane są z bawełny w kolorze Olive drab no.7, a podzespoły metalowe jak : podkładki podtrzymujące pasy nośne, klamry regulowanych pasów nośnych i klamerki do wpięcia nakarczka - ze stali lakierowanej na czarno.
Czerepy wkładów malowano matową farbą z domieszką "posypki" mineralnej, w odcieniu zbliżonym do barwy czerepów stalowych z tego okresu produkcyjnego.
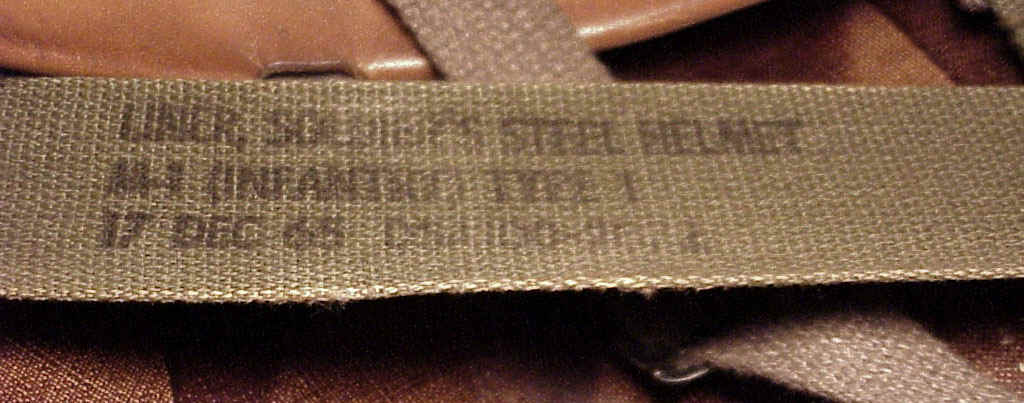
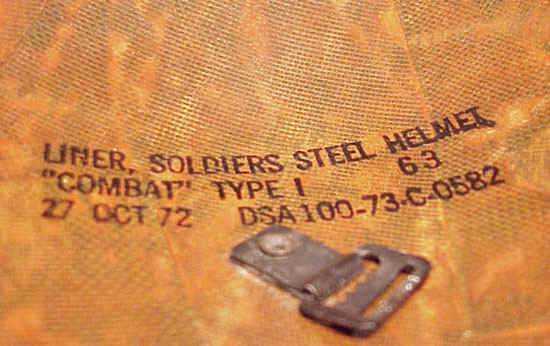
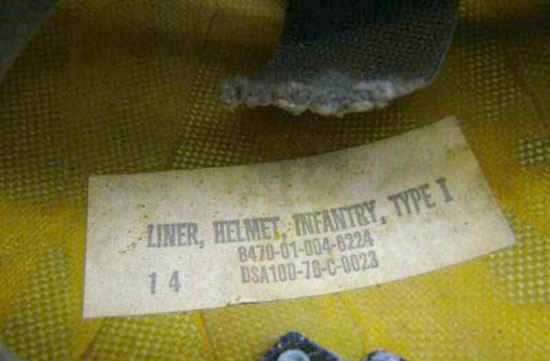
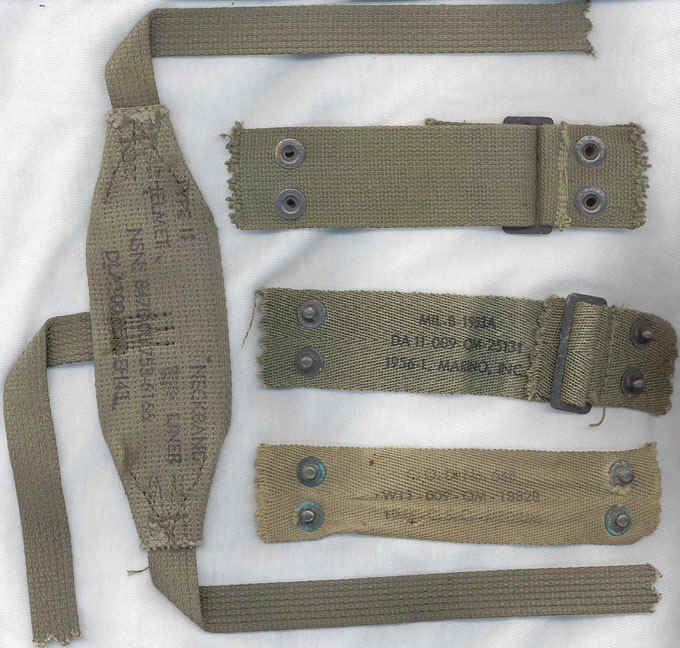
Na poziomych pasach nośnych drukowano informacje z datą i numerem kontraktu : "LINER, SOLDIER'S STEEL HELMET M-1 (INFANTRY) TYPE I Data Kontrakt"
Oznaczenia wytwórców były wytłaczane w szczytowej części wnętrza czerepu.


Producenci : Westinghouse , Firestone , Pat-Ric (brak loga) , Marmac Industries (M).
Wkład 1964-74
Wkład identyczny konstrukcyjnie jak model z laminowanej bawełny z lat 1964-69 (zachowano cały układ wyposażenia wewnętrznego). Zmieniono jedynie dotychczasowy materiał z jakiego wykonywano czerepy wkładów na laminowany nylon (w związku z tym uległa zwiększeniu także grubość ścianki czerepu wkładu). Celem zmiany była poprawa odporności wkładu w przypadku przebicia czerepu stalowego, oraz ograniczenie dalszej penetracji wnętrza hełmu przez odłamek.


Począwszy od 1966 roku wprowadzono niewielką zmianę konstrukcyjną, polegającą na pogrubieniu warstwy laminatu (o około 1,2 mm). Na zdjęciu: porównanie grubości czerepów wkładów; z prawej strony - wkład wyprodukowany w roku 1964.

Na zdjęciach poniżej: charakterystyczna faktura laminowanego nylonu na przykładzie wyrobów z 1969 i 1965 roku.

Sposób malowania - analogiczny jak w przypadku poprzedniej odmiany wkładu. Podobnie jest z lokalizacją oznaczeń producentów. Na zdjęciach, od prawej: przykład sygnatury z wkładu Consolidated Moldet Products, General Tire i Marmac.



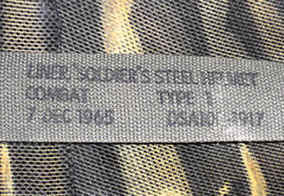
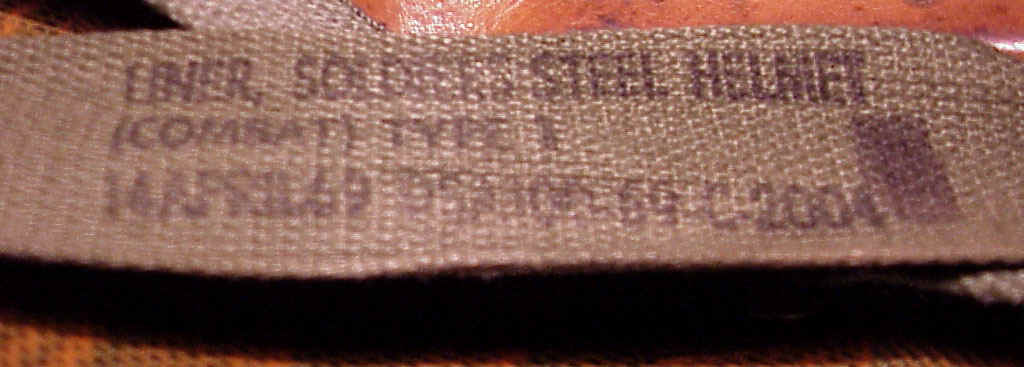
Na poziomych pasach nośnych drukowano informacje z datą i numerem kontraktu : "LINER, SOLDIER'S STEEL HELMET M-1 (COMBAT) TYPE I Data Kontrakt"
Poniżej, zdjęcie okładki instrukcji użytkowania wkładu, dołączanej przez wytwórcę.

Producenci : General Tire & Rubber Company, Firestone (F) , Marmac Industries (M lub pozbawione loga) , Consolidated Moldet Products (CMP)
Wkład 1972-83(?)
Zmodyfikowany wariant wkładu z laminowanego nylonu. Zmieniono w nim sposób mocowania pasów nośnych do czerepu. Wykonano je jako wymienny zespół, wsuwany na przynitowane do ścianki czerepu zaczepy. Reszta elementów pozostała bez zmian. Podzespoły metalowe , za wyjątkiem zaczepów i wsuwek pasów nośnych (ze stali nierdzewnej) są lakierowane na czarno. Na zdjęciu poniżej uwagę zwracają większe łby nitów - zewnętrzna cecha, charakterystyczna dla wkładów z wymiennymi pasami nośnymi.



Czerepy wkładów malowano matową farbą, z domieszką "posypki" mineralnej jak i bez "posypki" - w odcieniu zbliżonym do barwy czerepów stalowych z tego okresu produkcyjnego.
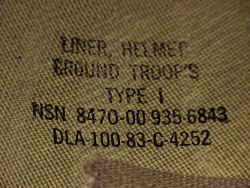
Lokalizacja
oznaczeń producentów. Czerep wkładu po wewnętrznej stronie posiada informację
w postaci napisu : Liner Ground Troops (lub Soldiers)... z datą i numerem kontraktu oraz
z wytłoczone oznaczenie producenta (w szczytowej części czerepu). Na
wymiennych pasach nośnych jest nadruk Suspension Assembly Ground Troops
Helmet, najczęściej z kontraktem i nazwą producenta.



Wkład produkcji Specialty Plastic Products z 1983 r. Wewnątrz czerepu znajduje się logo Consolidated Moldet Products (co wskazuje, iż mogą być to wkłady kompletowane z zapasów lub produkowane w formach z nieusuniętym oznaczeniem Consolidated) :


Producenci : Marmac Industries (M) , Firestone (F) , Consolidated Moldet Products (CMP) , Specialty Plastic Products.
Elementy wyposażenia wkładów
Potnik przypinany na zatrzaski , wykonany z pasa materiału
z rayonu obszytego fragmentem skóry z lat 1941-42.

Potniki
z okresu 1943-45 (górny) i z lat 1942-43

Zapinka z ząbkami ustalającymi.

Potnik z lat 1951-54 jest niemal identyczny z modelem z lat 1943-45 , różni się tylko barwą materiału (Olive drab no.7) i elementów metalowych (malowane na czarno).

Potnik z lat 1955-63. Wykonany podobnie jak powyższy - różnica sprowadza się tylko do gatunku użytego materiału pasa bawełnianego.

Potnik
w wariancie produkowanym od 1964 roku do czasu zakończenia
produkcji. Od swojego poprzednika z lat 1955-63 różni się zawiniętą i
zaszytą końcówką bawełnianego pasa oraz ilością zapinek z ząbkami
ustalającymi (są tylko dwie takie, umieszczone w czołowej części potnika -
pozostałe cztery zapinki są pozbawione ząbków).


Nakarczki. Na zdjęciu : po zewnętrznej - nakarczek z trzypunktowym mocowaniem taśmami od zmodernizowanych wkładów z laminowanej bawełny i nylonu. Wewnątrz , od dołu - nakarczek z lat 1942-45 , w jednym z trzech rozmiarów. Regulowany nakarczek, model z lat 1951-54 oraz jego odpowiednik z lat 1955-63.
Regulowany nakarczek z roku 1945.




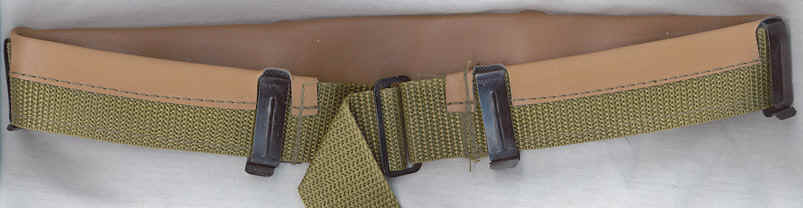
Elementy metalowe (zaciski i zawieszki) wymiennych skórkowych pasków podpinki do wkładów (na wszystkich zdjęciach ułożone są w tej samej kolejności). Od prawej : Model z lat 1942-43 , model z lat 1943-44 , model z lat 1944-45 , model powojenny.




Zapięcie wymiennego paska podpinki z okresu 1943 - 44. Zacisk i reszta elementów metalowych wykonana jest ze stali , malowane na zielono. Skóra paska barwiona jednostronnie. Często na nicie mocującym zacisk znajduje się nazwa producenta galanterii : United Carr (United Carr Fastener).

Pasek podpinki z lat 1944 - 45. Elementy metalowe - mosiądz. Skóra paska barwiona jednostronnie. Na nicie mocującym zacisk znajduje się nazwa : United Carr

Zaciski pasków podpinki, powojennych - różne rodzaje. Elementy metalowe są wykonane ze stali , pomalowane na czarno. Sygnowane symbolem kotwicy (North & Judd Manufacturing Comp.) albo numerem patentu (Pat. 2363872 , United Carr Fastener). Nity mocujące zacisk oznaczane były skrótem DOT lub United Carr. Skóra pasków barwiona (lakierowana) jednostronnie.


Pokrowce
Ich konstrukcja , prawie bez większych zmian pochodzi jeszcze z okresu drugiej wojny swiatowej. Pokrowiec ma postać czaszy z odpowiednio wyprofilowanych i zszytych dwóch płatów materiału - w kształcie i wymiarach zbliżonych do owalu stalowego czerepu. Dolna część pokrowca (znajdująca się po jego naciągnięciu na hełm, między czerepem stalowym a wkładem) zakończona jest sześcioma "listkami".
Pokrowiec dla Piechoty Morskiej 1942-45
Pokrowiec z materiału bawełnianego (gładki jak i HBT) w wariancie dwustronnym (po jednej stronie - "zielonej" były nieregularne plamy w kolorach od zieleni po brąz na tle jasnozielonym , po drugiej - "brązowej" - podobnie lecz na tle zbliżonym do barwy brązowej [Tan]). Pierwszy model nie posiadał perforacji (otworów) na obwodzie. Drugi wariant produkcyjny miał 16 otworów w dwu rzędach i po 1 na każdym "listku".







Oznaczenie godłem USMC w części czołowej pokrowca (na szwie) wykonywano już po wojnie. Stemplowano tak i "obszywano" część posiadanych zapasów pokrowców, pochodzących z lat 1942-45. Na zdjęciu powyżej, z prawej : Marine sfotografowany w trakcie ćwiczeń w 1958 roku na Tajwanie.
Pokrowiec dla Piechoty Morskiej 1953-54
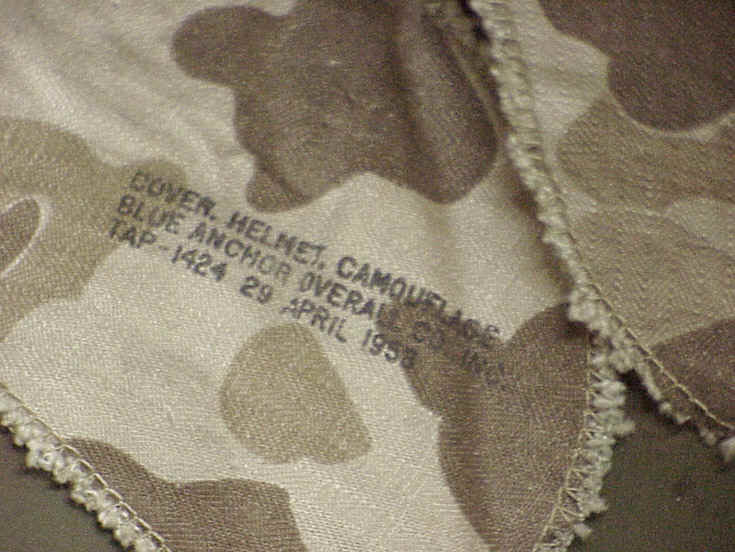
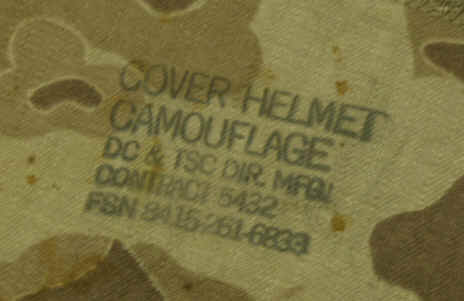
Pokrowiec prawie identyczny jak jego drugowojenny poprzednik (wariant z materiału HBT z otworami), lecz fabrycznie sygnowany godłem oraz nadrukiem z danymi producenta i rokiem produkcji (Blue Anchor Overall Co. Inc. lub DC & TSC DIR. MFG). Nie posiada otworów w "listkach".

- na obwodzie - materiałową opaskę (umożliwiającą zatknięcie
dodatkowego maskowania)
- w dolnej partii - farbowany wzorem kamuflażu siatkowy "rękaw"
(wykonany z dwuczęściowej nylonowej siatki), wyposażony w taśmy pozwalające
umocować moskitierę do ramion.

fot. bronislaw36




Pokrowce Piechoty Morskiej z roku 1959 posiadały naszytą metkę informacyjną , zaś pozostałe są sygnowane nadrukiem z numerem kontraktu na jednym z "listków".
Proj. No. 5501 Marine Corps Supply Activity 4-Feb-59
P.O. No. 5002-62
DSA 1-1940-63-C
DSA 1-4540-64-C
DSA 1-6680-65-C
Contract no.9196 (DSA 1-9196)
DSA 100-3937
DSA 100-67-C-3697
DSA 100-68-C-2168
DSA 100-69-C-0822
DSA 100-69-C-1921
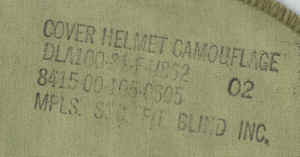
DSA 100-69-F-U992 - MPLS. SOC. F/T BLIND INC.
DSA 100-70-C-0822
DSA 100-70-C-0823
DSA 100-73-F-U289 - MPLS. SOC. F/T BLIND INC.
DSA 100-74-F-U060 - MPLS. SOC. F/T BLIND INC.
DSA 100-74-F-U524 - MPLS. SOC. F/T BLIND INC.
DSA 100-74-F-U919 - MPLS. SOC. F/T BLIND INC.
DSA 100-75-F-V289 - MPLS. SOC. F/T BLIND INC.
DSA 100-77-F-U393 - MPLS. SOC. F/T BLIND INC.
Na zdjęciach poniżej : hełm w pokrowcu z 1974 roku z naniesionymi fabrycznie oznaczeniami liczbowymi. Używany w trakcie szkoleń w jednostkach piechoty w ramach projektu "Real Train" (program Realism in Tactical Training).


Pokrowce 1969-1989
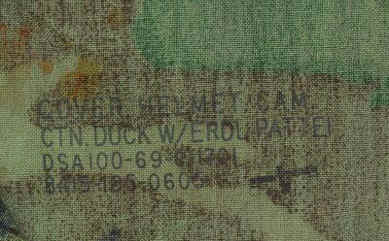
W końcu lat sześćdziesiątych opracowano pokrowiec z nowym wzorem kamuflażu, w postaci nieregularnych plam - zwany ERDL "woodland" (ERDL - skrót od US Army Engineering Research and Development Laboratory). Pokrowce te wykonane są z materiału bawełnianego, barwionego jednostronnie. Sygnowane nadrukiem "COVER HELMET CAM. CTN DUCK W/ERDL PATTERN" z kontraktem na rok 1969 na jednym z "listków". Na zdjęciu z prawej strony widać "przebitkę" nadruku kamuflażu po wewnętrznej stronie pokrowca.


Od roku 1976 przyjęto na wyposażenie nieco inną odmianę powyższego pokrowca. Także określaną jako "woodland pattern". Różnica sprowadza się do sposobu odwzorowania konturów plam kamuflażu. Na zdjęciu poniżej ukazano różnice między oboma wariantami (A - ERDL, B - kamuflaż od 1976 roku).

Pokrowce produkowano z tkaniny bawełnianej w dwóch wersjach : barwionej jednostronnie i dwustronnie, gdzie na odwrocie tkanina miała jednolitą barwę jasno zieloną (na zdjęciach). Sygnowane nadrukiem "COVER HELMET CAMOUFLAGE", numerem kontraktu i nazwą producenta.






Około roku 1981 wprowadzono ostatni wariant pokrowca , układem kamuflażu zbliżony do swoich poprzedników, jednostronny lecz wykonany z materiału bawełnianego z domieszką nylonu. Sygnowane nadrukiem "COVER HELMET CAMOUFLAGE", numerem kontraktu i nazwą producenta.


Kontrakty dla "ERDL-i" i "Woodland-ów" (Dane za M. Reynosa) :
DSA 100-69-C-1701
DSA 100-76-F-U363 - MPLS. SOC. F/T BLIND INC.
DSA 100-77-F-U393 - MPLS. SOC. F/T BLIND INC.
DLA 100-78-F-U048 - MPLS. SOC. F/T BLIND INC.
DLA 100-79-F-U340 - MPLS. SOC. F/T BLIND INC.
DLA 100-80-F-U911 - MPLS. SOC. F/T BLIND INC.
DLA 100-81-F-U862 - MPLS. SOC. F/T BLIND INC.
DLA 100-82-F-CA78 - MPLS. SOC. F/T BLIND INC.
DLA 100-83-F-CB85 - VOLUNTEER BLIND INDUSTRIES
DLA 100-84-F-CB12 - MPLS. SOC. F/T BLIND INC.
DLA 100-84-F-CB13 - VOLUNTEER BLIND INDUSTRIES
Przykłady
sygnatur na różnych modelach pokrowców :


Pokrowiec nieznanego pochodzenia, w kamuflażu pustynnym tzw. "Six-Color Desert Pattern" (prawdopodobnie uszyty w jednym z państw europejskich lub arabskich, albo w Stanach na czas manewrów pustynnych). Przypuszczalnie pochodzi z przełomu lat osiemdziesiątych i dziewięćdziesiątych.


Wykonany
jest z trzech fragmentów tkaniny bawełnianej z domieszką nylonu,
barwionej jednostronnie.
Opaski elastyczne.
Opaska górna - starszy wariant (produkowana do około 1981 roku) , dolna - późniejsza , z doszytymi elementami luminescencyjnymi , wykonanymi z tworzywa zawierającego związki fosforu. Widoczny jest charakterystyczny wzór nici w miejscu zszycia opasek.

Sygnatura występująca na wewnętrznej stronie opaski (BAND, HELMET, CAMOUFLAGE US). Na dole zdjęcia - opaska elastyczna, bez sygnowań, spotykana czasami na hełmach w latach osiemdziesiątych.

Siatki maskujące.
W trakcie trwania Drugiej Wojny Światowej (i konfliktu koreańskiego), głównymi elementami maskującymi hełm stosowanymi powszechnie przez Armię były siatki. Produkowano ich kilka rodzai, różniących się między sobą sposobem wykonania, barwą i wielkością "oczka". Na archiwalnych zdjęciach przedstawiono najpopularniejsze warianty.






Zdjęcia dokumentalne zamieszczone w artykule pochodzą z archiwów Department of Defence, USMC, US Army Signal Corps oraz pism : Life i Yank.
Pragnę podziękować Piotrowi Spalińskiemu
za przekazanie swojej wiedzy jak i materiałów.